Introduction
In the last week of classes, we are happy to present our final report! In this report, we discuss our final yo-yo design and its associated critical dimensions, a detailed simulation of our factory layout, and an in-depth cost analysis of our yo-yo production at the factory level. Additionally, we take a look at how we might scale to 100x production. Finally, we reflect our yo-yo project on what we learned this semester.
A full version of our final report can be found here.
Yo-Yo Design Overview
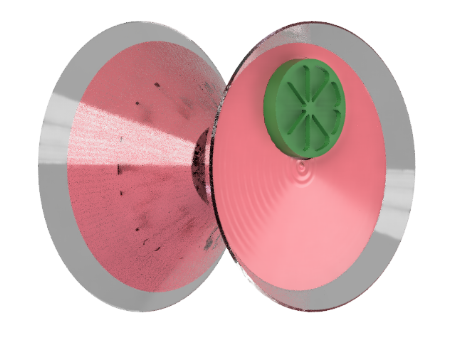
The final design of our yo-yo consists of a thermoformed "glass cup" filled with an injection molded liquid bottom and an injection molded liquid cap, tastefully garnished with an injection molded lime. Below are snapshots of each component of our yo-yo, along with brief descriptions.
Our cocktail begins with a thermoformed exterior, which we call the glass.


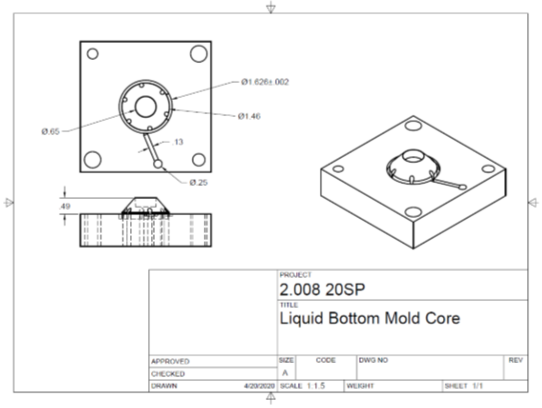
The liquid bottom has a critical dimension where it press-fits with the liquid cap. The nut is overmolded, which is essential to the assembly of our yo-yo. The two halves can later be screwed together.

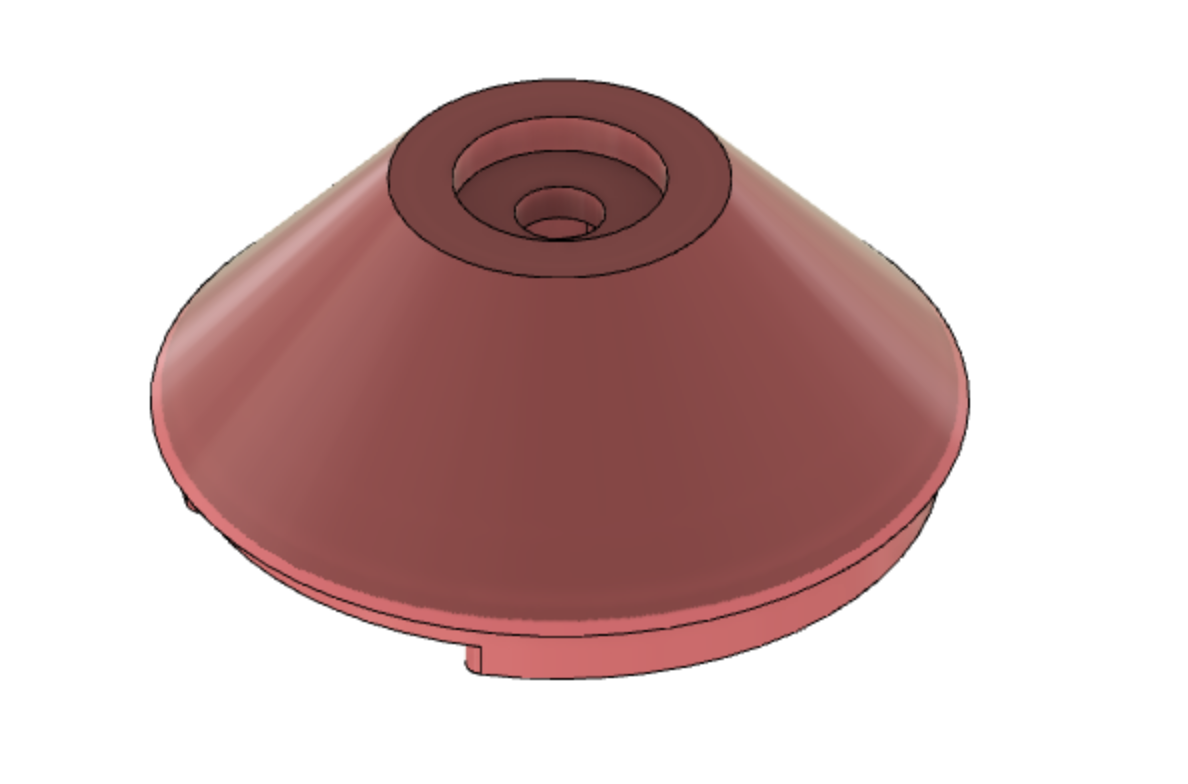

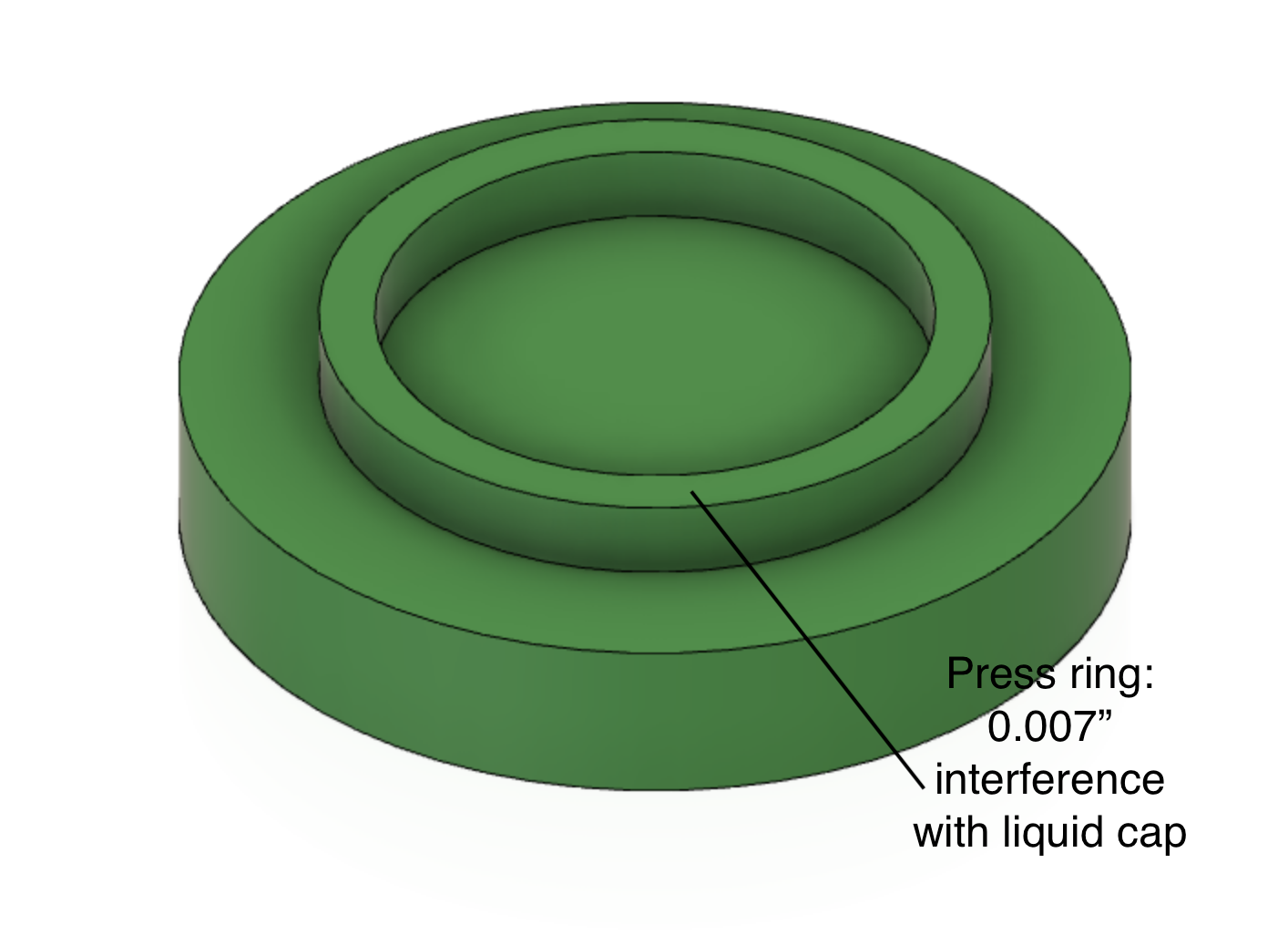
The liquid cap has two critical dimensions, which are the press-fit locations for the lime and for the liquid bottom.


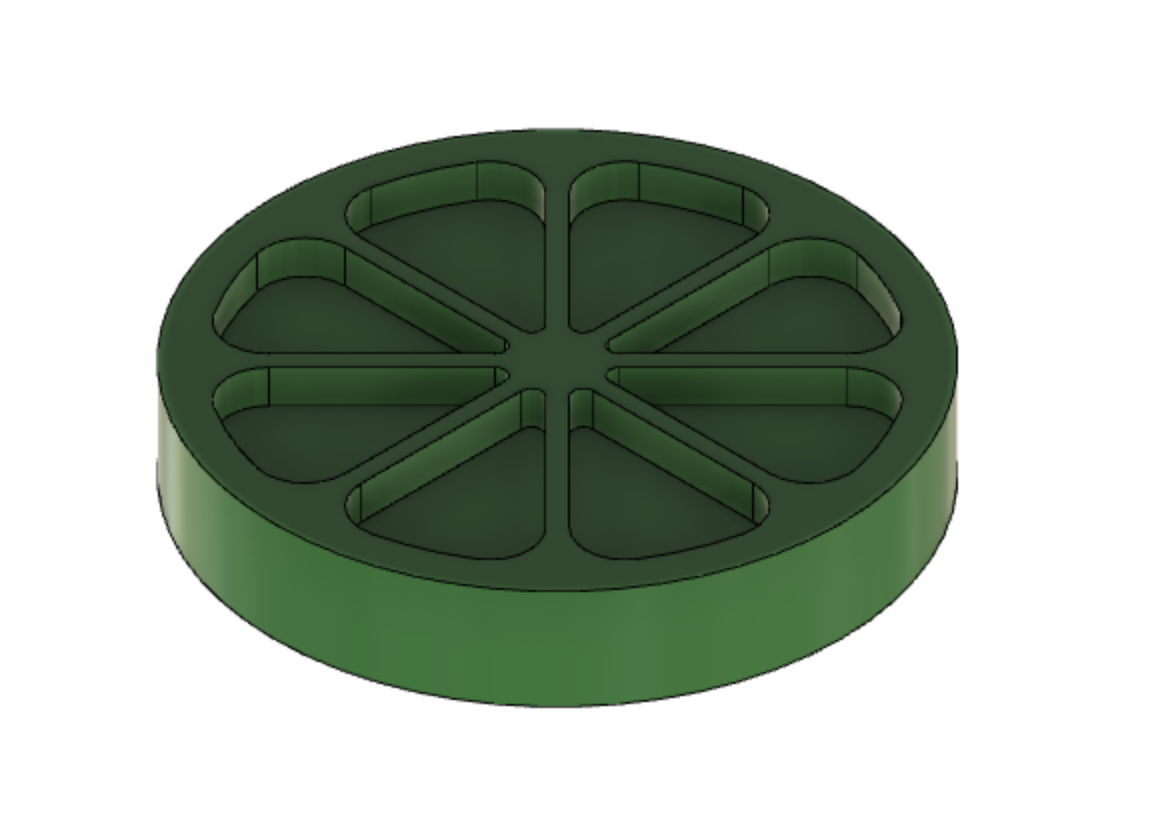
Finally, the lime has a critical dimension where it presses into the liquid cap.
The chart below gives the nominal dimensions and tolerances associated with the press-fits described above.
Manufacturing and Assembly
The image below is a screenshot of our factory layout.

Our factory starts with four production lines for the four main components of our yoyo. Next, each yo-yo half is assembled concurrently at the Half Assembly stations. One half is sent to the Center Assembly station where a worker puts in the spacer and screw. Finally, both halves are sent to the Final Assembly station where the string is attached and the yo-yo is screwed together and sent out for shipping.
Cost Analysis
Building a factory in China provides significant cost savings compared to the United States, making China the obvious choice for building our factory. The savings from labor costs outweigh the increased shipping costs of finished yo-yos from China. We would also like to note that to address ethical concerns, we used an estimated living wage for the Chinese labor rate as opposed to a national average wage for factory workers.
Scaling to 100x Production
If we were to scale to 100x our production target, we would be able to reduce our unit cost to 32% in the US, 36% in China, and 17% if we were to move from the US to China. We find that materials, assembly, and shipping scale roughly 1:1 with production rate at this level. A switch from the United States to China would provide significant savings due to lower labor rates. Other cost savings could come from switching to 8-cavity molds and switching to a roll-fed thermoforming machine.
Reflections
This project was a valuable lesson for the entire team, and we gained firsthand experience on the manufacturing process. We learned how to design for manufacturing, and we learned firsthand how to machine molds, as well as thermoform and injection mold parts. The first few lab sections consisted of designing and machining a mold in order to create a thermoformed part. We found this to be a very helpful system because even before we began designing our yo-yo, we learned the intricacies of thermoforming. This new skill gave us more insight in how to design for manufacturing, and we kept our experience in mind when it came time to design the thermoformed part of our yo-yo.
In the second half of the semester, our team was dispersed across several states. In this new arrangement, our team adapted and continued to move forward in the development of our cocktail yo-yo. While we did get to see how the injection molding machines worked, we did not have the time to machine our own molds or injection mold our own parts. However, we were able to use new software to overcome this obstacle. Using Moldflow, we were able to simulate the injection molding of all of our injection molded parts. This allowed us to learn a lot from the simulations without having to spend time machining molds. We used the analysis in the software to adjust for shrinkage and to modify our designs to reduce defects. Even if we had been able to use the lab resources, this software would still have been very useful. It saves both time and material, because the learnings from the analyses would prevent us from iterating through molds to obtain critical dimensions within tolerance after shrinkage.
While we are disappointed to not have had the opportunity to physically manufacture our yo-yo’s during the course of the semester, we hope that someday one of us might be able to come back and make a few.